When the curiosity of a Vibration Issue Pays Off
When the curiosity of a Vibration Issue Pays Off
Case History by Robert Smith
Primary
Regrind Mill Broken Gear
Introduction
I had only been in my
Reliability Superintendents role for a few months and I was in the process of
setting up a Vibration Analysis Program. This involves looking at all plant
locations and the critical of equipment.
As I was inspecting the
exterior of this vertical mill gearbox I could hear what I would describe as a clicking
sound. The sound did not sound like a high-energy impact but I was curious. I
asked a maintenance person working in the area who explained the clicking noise
had been there for a while and they did not think it was an issue. The
vibration database was not set up at this time for this area of the plant.
To get a reasonable idea of
the frequency of the impacts I used a stopwatch. I would count 50 low energy
impacts and stop the timing. The timing would vary and remember I was only
doing this for basic information. The 50 impacts would be counted in 19.3
seconds. 19.6 seconds etc. So 2.6 to 2.5 impacts per second. So we are looking
at the rotating part in question at approximately 158 CPM or maybe slightly
higher. This information was used to assist in setting the frequency range for
vibration measurement to determine the cause.
REGRIND
MILL GEARBOX

The next step was to look
through the OEM manual. I calculate the second reduction of this gearbox was
rotating at 160 CPM. I set up this machine in the vibration database to cover
velocity and acceleration in both spectrum and time waveform. There is one
reading, demodulation, or enveloping that is sensitive to low energy impacts. I
set the demodulation /enveloping to take both spectrum and Time Wave Form
Findings
The vibration data analyzed
in velocity and acceleration appeared normal. Taking demodulation Time Waveform at the second reduction stage indicated low energy impacts were evident
at approximately 160 CPM The impacting energy levels were low.

From the drawings of the
gearbox there appeared to be a reasonable distance between the second
reduction gearing rotating at 160 CPM and the casing. Then there was the
thickness of the casing itself. Were these factors masking the true energy of
the impacts?
Inspection
As can be seen from the
picture above there is an inspection port at the second gear reduction. A works
order was submitted to inspect the gearbox's internal gearing at the next
scheduled shutdown.
The Mechanical Supervisor
called me when the hatch was opened and said “You have to see this” There was
one gear tooth completely sheared off. By luck when the Mill has shut down the
view of the broken tooth was directly in line with the inspection port.

The
teeth on the rest of the gear looked in immaculate condition.

View 1 broken gear tooth
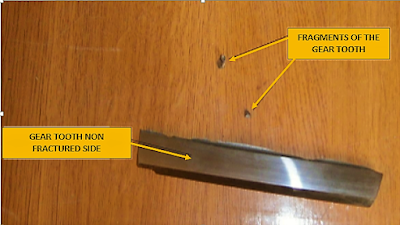
View 2 broken gear tooth
Conclusion
Vibration analysis is a great tool in any predictive maintenance program. If vibration data indicates an issue and the
It should mention that
demodulation /enveloping is very sensitive to low energy impacts. In relation
to bearings, subsurface defects can be picked up. All other vibration data
should be analyzed before making an assessment or recommendation.
In this instance
demodulation / enveloping proved to be the best parameter.
I hope this article will assist people new to vibration analysis.
Contacts
Email: robbieccs@gmail.com



Comments
Post a Comment